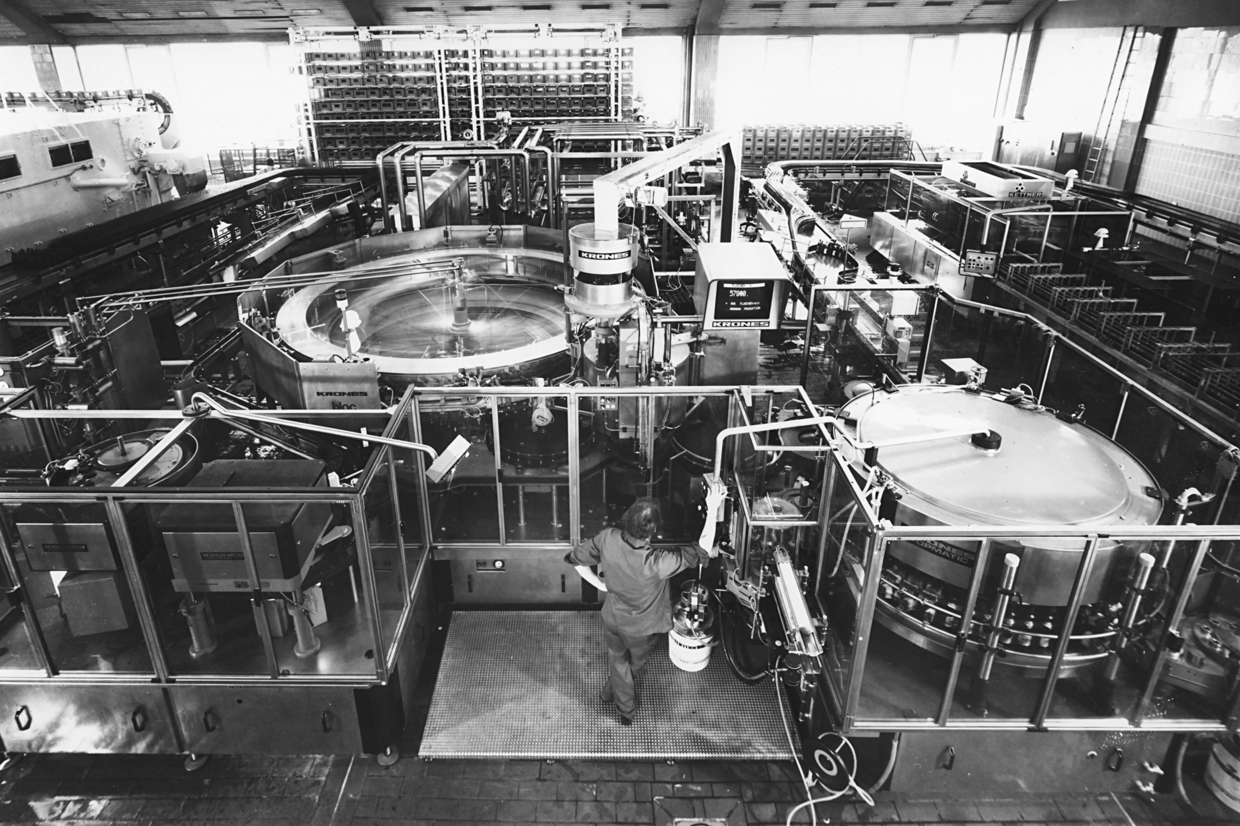
1975 packt Hermann Kronseder eine Idee an, über der er schon länger gebrütet hat: mechanisch verkettete Maschinen möglichst ohne freien Behälterlauf auf Transportbändern – ein Block, in dem Sternräder oder Förderschnecken die Flaschen einzeln von einer Maschine zur nächsten übergeben. Eine Revolution im Getränkemaschinen-Bau, denn damals werden fast alle Maschinen einer Abfülllinie in einigem Abstand zueinander aufgestellt. Nur Füller und Verschließer bilden schon eine gemeinsame Einheit. Verbunden sind die Maschinen über lange Förderbänder mit Puffertischen, die verhindern sollen, dass sich Störungen über die ganze Linie ausbreiten. Und ein gewisses Mindestmaß an solchen Puffern sei auch nötig, um einen hohen Wirkungsgrad der Linie zu garantieren, so die damals gängige Lehrmeinung.
Hermann Kronseder dagegen möchte die Pufferstrecken möglichst vermeiden. In den 1970ern wird in Europa fast nur in Glasflaschen abgefüllt. Es ist laut, wenn sie im Puffer aufeinanderprallen, und es treten Störungen auf, wenn einem hohen Staudruck ausgesetzte Flaschen zerbrechen, umfallen oder verklemmen. Etwa 80 Prozent aller wirkungsgrad-relevanten Störungen und Stillstände einer Linie gehen auf das Konto großzügig bemessener Pufferräume, rechnet Hermann Kronseder der Fachwelt vor. Dazu kommen Platz-, Personal- und Energiebedarf für die Transporteure sowie deren Anschaffungskosten. „Das muss eleganter gehen!“, ist er überzeugt. Sein Gedanke, sinngemäß: „Wenn eine Maschine immer wiederkehrende Störungen hat, baue ich doch nicht einen längeren Puffer, sondern analysiere und behebe die Fehlerursache konstruktiv an der Maschine.“ Und schafft man es, dass die einzelnen Maschinen nahezu fehlerfrei laufen, dann kann man sie auch ohne Puffer blocken, so seine Überlegung.